- Guangzhou
- 4months
High Tech Automactic Case Packer for Cigarette Carton Packaging
INTRODUCE
This High-tech Automatic Case Packer is widely applied for cigarette carton packing in the end of cigarette production process. It enjoys a good fame in European area as well as the rest of the world in terms of cigarette packaging industry.
TECHNICAL DATA
Product: |
Cigarette cartons |
Bundle/Carton size: |
To Be Advised |
Bundle/Carton infeed rate: |
Maximum 60 bundles/cartons per min. |
Bundle/Carton range: |
a x b x c min. 70 x 40 x 210 mm. max 105 x 75 x 300 mm. |
Case collation: |
5 x 5 x 2 (10.000 cigarettes) ; when opening the case flaps the 25 “heads- small faces” of the bundles/cartons are shown |
Case size: |
To Be Advised |
Case range: |
A x B x C min. 350 x 210 x 220 mm. max 550 x 390 x 620 mm. (with A+B = 600-800 mm. and C+B <= 940 mm.) |
Case packer required speed: |
up to 1,2 cases/min. with the 10M size with case discharge height = 3 m. from the floor |
Case sealing: |
Hot-melt glue application and self-adhesive tape application. |
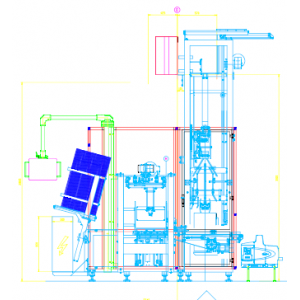
TECHNICAL DESCRIPTION
Main parts of the case packer
1. Infeed conveyor: supplied with bottom belt, friction coefficient of which suits a delicate carton handling; different link-up solution can be chosen depending on factory layout.
2. Stacking unit: mechanical type with independent drive. The system stacks cartons layers in a smooth and safe way through side holding plates, cam actuated.
3. Filling system: mechanically driven, inserts the carton stacks into the cases previously erected only when the carton formation has been finished by the stacking unit. The system further foresees suitable mouth pieces (driven type) which avoid stack jams during filling.
The case magazine includes a low level check.
The case extraction movement is an independent movement as to the case erection one. In this way it is possible to perform a “positive” handling of the case in this critical area of the unit.
By separating the movements of extraction and erection, it is possible to obtain the highest handling efficiencies.
2. Case turning system: the two lower sucker arrangements, contributing to the case erection, are solidly installed on a turning mechanism, which carefully turns the filled case through 90 degrees, presenting the case in the right orientation for the following flap closing and elevating sequences.
3. Case reject section: a reject conveyor is located at the entrance of the elevation section. It is activated by the “intrusion” signal via specific photocells located on top of the carton stacking area.
4. Case elevating section: after being turned, the case is elevated to the required height through a sound lift, supplied with a single elevating station, going up and down at every cycle.
A case exit check is supplied to avoid physical interferences between cases.
5. Case return to low level: if a faulty case is detected at high level, it is taken back down, without being delivered on to the overhead case conveyors. This case is then rejected through the low level reject device. This option goes together with (a) the possibility of re-feeding complete cases from the low level reject to the overhead conveyors, inhibiting the sealing operations during this cycle and (b) the possibility of good finished cases delivered at low level.
6. Flap closing system: during the elevation, the flaps are always closed in the same sequence, namely the small ones first and then the long ones prior to the taping apparatus.
Main feature is that the tapers are supplied with pre-unwinding facility (motor driven system); it is never the case which pulls the tape from the reel with breakage risks, but the powered rollers unwind the tape with tension constancy all through the reel life.
1. One complete Nordson system is added for hot-melt application, before the external flaps are folded by suitable guides.
2. Display panel
3. Electrical cabinet with PLC S7 300 Siemens; it is located under the case magazine4. Machinery paint: machine RAL 1015.
NOTES
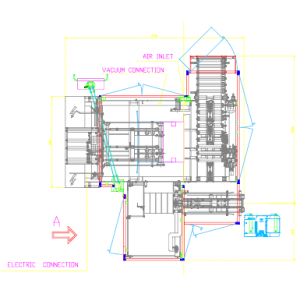
1. If the vacuum pump option is not chosen, please take into account that the minimum need for the machine is 25 m3/hr with a vacuum degree 0,15 bar.
2. The pneumatic parts are Festo make.
Related Tags : Cigarette Box Packing Machine
Previous:YP11 Automatic Cigarette Case Packer 258 Cartons / Min
Next:YP18 Automatic Cigarette Case Packer Hot Melt Adhesive Sealing
-

-

YP18 Automatic Cigarette Case Packer Hot Melt Adhesive Sealing
-

-

-

Stainless Alloy Steel Glue Drum For Tipping Paper Apply Adhesives Cigarette Maker
-

-

Alloy Guide Rail Machine Spare Parts For Cigarette Making Machine
-

Dual-Heating HNB Device for TEREA / SENTIA Magnetic Tobacco Sticks
-

-

-

Card Board King Size Packet Tray HLP Cigarette Machine Parts
-

-

MK8 Holder Hand Roll Replacement Part For Cigarette Machines
-

Cigarette Garniture Assembly For Tobacco Rod Forming Making Custom Sizes
-

-